鹽浴氮化加工
1���、清洗
除油、去銹�����,切削時(shí)冷卻潤(rùn)滑油以及某些金屬清洗劑的殘留物���,在工件表面上以表膜的形式存在����,微區(qū)分析說(shuō)明,有磷酸鹽����,硅酸鹽、鈣��、鎂����、氯、氧�、硫等元素的化合物存在,會(huì)阻礙工件表面對(duì)氮和碳的吸收��。
2���、預(yù)熱
工件不預(yù)熱或預(yù)熱不充分,直接進(jìn)入氮化爐��,處理后��,外觀容易不均勻����,甚至產(chǎn)生芝麻點(diǎn)等表面缺陷����,如果預(yù)熱過(guò)度��,處理后也會(huì)產(chǎn)生色澤不均勻�����,甚至發(fā)紅等現(xiàn)象����。工件表面呈紫色為好,草黃顏色也可���,工件仍保持金屬光澤����,說(shuō)明預(yù)熱不足�,工件表面黑色,說(shuō)明預(yù)熱過(guò)度�。
3、氮化
氮化是QPQ鹽浴復(fù)合處理技術(shù)中重要的工序��,氮化的目的是在工件表面形成足夠深的致密的化合物層和相應(yīng)深度的擴(kuò)散層。氮化鹽浴中 CNO—控制在33-37%�,當(dāng)CNO—<30%時(shí),會(huì)降低滲層的形成速度�����。如果CNO—>40%時(shí)�����,則容易形成滲層不致密����,甚至造成嚴(yán)重的疏松,調(diào)整鹽以每班少量多次添加為好����,這樣不會(huì)造成CNO—大起大落,不宜一次添加過(guò)多��,這樣會(huì)影響滲層的致密度����。
4��、氮化爐的維護(hù)
保持氮化爐鹽浴的良好狀態(tài)、對(duì)滲層質(zhì)量有很大的影響����,帶有贓物、油脂��、或鐵銹的工件不準(zhǔn)進(jìn)入氮化爐內(nèi)�����,銅鋁����、鋅等有色金屬件不準(zhǔn)進(jìn)入氮化爐,大批量的銅焊件不宜進(jìn)入氮化爐�����,裝工具的卡具及常用的工具要保持清潔��。不宜帶雜物進(jìn)入氮化爐���。要及時(shí)清除氮化爐內(nèi)的爐渣��,對(duì)保證化合物層的致密度極為重要����。每班及時(shí)撈取氮化爐的懸浮的細(xì)渣及底部的沉渣(氧化皮),要及時(shí)補(bǔ)充新基鹽���,要保證鹽浴成分的活性���,同時(shí)要定時(shí)向氮化爐通氣,以加速CNO—的分解�����,鹽浴液面要保持一致��,不要忽低忽高
5����、氧化爐的維護(hù)
從氮化爐出來(lái)的工件不能在空氣中停留時(shí)間過(guò)長(zhǎng),否則����,氧化后的工件可能產(chǎn)生表面發(fā)紅現(xiàn)象。在生產(chǎn)過(guò)程中�����,氧化鹽浴不斷與帶入的氮化鹽發(fā)生分解反應(yīng),生成碳酸鹽渣產(chǎn)物�����,同時(shí)氧化鹽浴還會(huì)與卡具反應(yīng)�,生成紅色的Fe2O3��,使鹽浴老化����,發(fā)紅。
向鋼件表面滲入氮元素�����,形成富氮硬化層的化學(xué)熱處理稱為滲氮�,通常也叫做氮化,軟氮化��,鹽浴軟氮化�。
鋼的滲氮熱處理具有以下優(yōu)點(diǎn):
1. 鋼件滲氮后具有比滲碳件高的表面硬度和耐磨性,其表面硬度可以達(dá)到950-1200HV����,相當(dāng)于HRC65-72.而且這種高硬度和高耐磨性可保持到560-600攝氏度而不降低�����,具有很好的熱穩(wěn)定性����;
2. 由于氮化物體積脹大���,在表層形成較大的殘余應(yīng)力�����,使鋼件具有比滲碳高的疲勞強(qiáng)度和低的缺口敏感性�;
3. 氮化物層是致密的氮化物薄膜�����,具有良好的抗腐蝕性和抗咬合性能
4. 由于滲氮處理溫度低����,且滲氮后不用再熱處理,因此滲碳處理后鋼件的變形很小�����。所以,滲氮處理在機(jī)械工業(yè)中獲得廣泛的應(yīng)用����,特別適宜許多精密零件的最終熱處理,例如磨床主軸����,鏜床鏜桿��,機(jī)床絲桿以及各種冷作模具�,熱作模具,塑料模具和高速鋼成型刀具等都采用滲氮處理��。
鹽浴氮化加工應(yīng)用
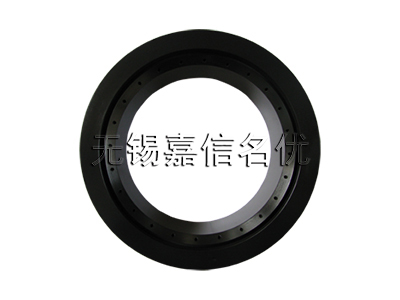
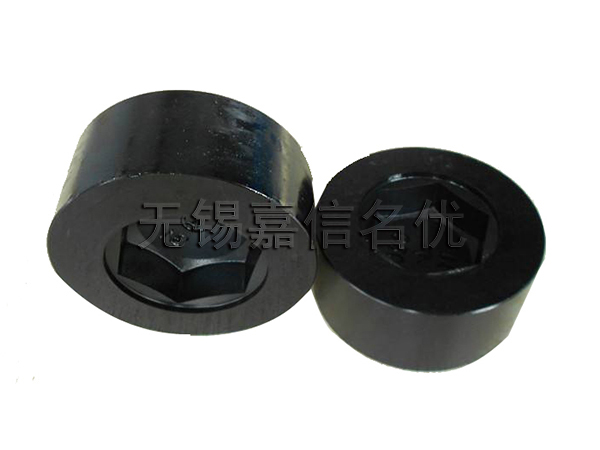
應(yīng)用的職業(yè): 汽車零部件��、輕工機(jī)械�����、液壓機(jī)械����、齒輪、東西和模具制作等多種職業(yè)。常用產(chǎn)品有:鋸條����、螺絲、曲軸��、缸套�、柱塞、缸塞環(huán)�����、發(fā)動(dòng)機(jī)氣門(mén)���、齒輪�����、蝸桿���、鉆頭、刀具���、緊固件���、銷軸�、鋁壓鑄模����、鋁揉捏模、塑料模�����、縫紉機(jī)零件�����、電氣動(dòng)?xùn)|西零件等����。
常用的資料: 各種碳鋼(20 45 40cr) 高速鋼(W6Mo5Cr4V2 �、W18Cr4V、W12Cr4V4Mo) 鑄模鋼 熱模 氮化鋼(3Cr2W8V H13 38CrMo1) 不銹鋼:1Cr13�����、2cr13�����、201、301�、304、316����、1Cr18Ni9Ti) 球墨鑄鐵:QT20-60、QT400-17 �����、KmQTMn6 各種資料硬度: 碳鋼�����、低合金鋼:HV 500~700 鑄鐵:HV 500~800 熱模鋼�����、鑄模鋼�、沖模鋼(Crl2型):HV 700~1000 各種不銹鋼、耐熱鋼:HV 800~1100 各種高速鋼(淬火):HV 950~1200���。
鹽浴氮化加工步驟及工藝
鹽浴氮化加工處理工作原理:將工件在兩種不同性質(zhì)的熔融鹽液中先后進(jìn)行處理��,使多種元素一起進(jìn)入金屬表面�����,形成由幾種化合物組成的復(fù)合滲層�,使金屬表面得到強(qiáng)化改性,耐磨性�、抗蝕性和耐疲憊性一起得到大幅度進(jìn)步?! ?br />
鹽浴氮化加工前的工藝要求:在鹽浴氮化之前,復(fù)雜零件需進(jìn)行在不低于580℃溫度下正火并隨后緩慢冷卻的調(diào)質(zhì)處理或采用高淬高回的前熱處理工藝����,補(bǔ)償解決氮化后的輕微變形,精密零件處理前要在直徑方向留有8±2μm的加工余����。
鹽浴氮化加工各工序的基本作用
預(yù)熱:預(yù)熱的主要作用是烤干工件表面的的水分�,使冷工件升溫后再入氮化爐,以防工件帶水入氮化爐引起鹽浴濺射和防止冷工件入爐后鹽浴溫度下降太多���。同時(shí)預(yù)熱對(duì)減少工件變形和獲得色澤均一的外觀也有一些作用���。預(yù)熱工序通常在空氣爐中進(jìn)行����。
氮化:氮化是QPQ鹽浴復(fù)合熱處理技術(shù)的核心工序���。氮化鹽中氰酸根的分解而產(chǎn)生的活性氮原子滲入工件�����,在工件表面形成耐磨性和抗蝕性很高的化合物層和耐疲勞的擴(kuò)散層�。
氧化:氧化工序的作用一是分解工件從氮化爐帶出來(lái)的氰根���,達(dá)到環(huán)保要求���。二是在工件表面形成黑色氧化膜,增加防腐能力�����,對(duì)提高耐磨性也有一些好處�。
拋光:提高工件表面光潔度,同時(shí)也可以去除工件表面嚴(yán)重的疏松層
QPQ鹽浴復(fù)合處理的主要原料
QPQ鹽浴復(fù)合處理的主要原料為三種生產(chǎn)用鹽�����。
基鹽:基鹽在氮化爐中熔化形成高氰酸根(CNO-)的氮化鹽浴?���;}除了剛開(kāi)始生產(chǎn)時(shí)熔化裝滿氮化爐之外,在正常生產(chǎn)中浴面下降時(shí)�,也應(yīng)加入基鹽以提高浴面。
調(diào)整鹽:在生產(chǎn)過(guò)程中當(dāng)?shù)}浴的氰酸根下降時(shí)��,應(yīng)向氮化爐補(bǔ)加調(diào)整鹽���,以使氰酸根含量維持在規(guī)定的范圍之內(nèi)��。
氧化鹽:氧化鹽用于氧化鹽浴��,浴面下降時(shí)直接補(bǔ)加氧化鹽�����。
鹽浴氮化加工:鹽浴氮化及QPQ復(fù)合處理
開(kāi)始的鹽浴氮化加工稱之為超低溫氰化����,溫度一般為520~560℃���。常見(jiàn)的液體氰化鹽浴一般用中性鹽氧化鈉���、氯化鋇、氯化鉀�����、碳酸鉀等��,并僅適用彈簧鋼專用工具�����。此外�����,也有稱之為液體硫氮共滲的鹽浴氮化�,氯化鋇30%、氧化鈉20%�、氯化鈣50%,多加5%~10%(中性鹽總重)�����,成粉狀的硫化亞鐵��,其鹽浴硫含量不少于0.2%,再進(jìn)入二氧化氮(NH3)���,促進(jìn)鹽浴滾動(dòng)��。鹽浴氮化加工工藝主要參數(shù)是:溫度540℃~560℃�����,時(shí)間90~120分鐘��。
1�、鹽浴氮碳共滲方法
海外明確提出了鹽浴氮碳共滲的方法����,包含軟氮化、Tenifer法��;Tufftriding�、新Tenifer法、Melonizing����、Sulfinuz法��、Sur-Sulf法等。海外的鹽浴碳氮共滲在含氰酸鹽的熔鹽中開(kāi)展��,熔鹽中氰酸鹽的分解反應(yīng)及其別的化學(xué)變化造成有外擴(kuò)散工作能力的氮�,放置熔鹽中的鐵制產(chǎn)品工件表層與在汽體高頻淬火時(shí)一樣,起金屬催化劑的功效��。
2����、QPQ鹽浴復(fù)合處理技術(shù)
我國(guó)的QPQ鹽浴復(fù)合處理技術(shù),是“九五”期內(nèi)營(yíng)銷推廣新項(xiàng)目���。QPQ一詞來(lái)自英語(yǔ)Quench-Polish-Quench一詞的字頭簡(jiǎn)稱�����,本意為熱處理(快冷)—打磨拋光—熱處理(快冷)���,后一些專家教授把不用打磨拋光工藝流程的鹽浴復(fù)合處理和提升了打磨拋光工藝流程的QPQ技術(shù)融合起來(lái),通稱為QPQ鹽浴復(fù)合處理技術(shù)����。QPQ鹽浴復(fù)合處理技術(shù)有下列特性:
(1)優(yōu)良的耐磨性能、耐疲憊特性。很多生產(chǎn)制造運(yùn)用及實(shí)驗(yàn)證實(shí)�����,該技術(shù)能夠 提升工磨具使用壽命2倍之上��。嚴(yán)苛的翻轉(zhuǎn)和拖動(dòng)損壞實(shí)驗(yàn)表明��,45鋼�、40Cr鋼經(jīng)QPQ鹽浴復(fù)合處理后,其耐磨性能比感應(yīng)淬火高15倍之上�,比20鋼滲氮熱處理高10倍之上,比鍍硬鉻和正離子高頻淬火高2倍之上�����。熱處理的45鋼經(jīng)QPQ鹽浴復(fù)合處理之后疲勞極限提升40%�。
(2)很好的抗蝕性。45鋼經(jīng)QPQ鹽浴復(fù)合處理之后����,在空氣和鹽霧測(cè)試中的抗蝕性能比變黑高70倍之上,比鍍硬鉻高16倍之上�����,乃至比1Cr18Ni9Ti馬氏體不銹鋼板還高好幾倍。
(3)很小的形變�。QPQ鹽浴復(fù)合處理之后產(chǎn)品工件的規(guī)格和樣子基本上無(wú)轉(zhuǎn)變。在鹽浴氮化加工工藝情況下�,產(chǎn)品工件規(guī)格的脹縮量下跌只是為0.005毫米�。產(chǎn)品工件樣子的轉(zhuǎn)變也很小,如能夠取得成功地使(508毫米×457mm×1.5毫米)2Cr13不銹鋼板金屬薄板處理后平整度確保在0.5毫米下列���。因而��,該技術(shù)能夠用于處理基本調(diào)質(zhì)處理方法沒(méi)法處理的硬底化形變難點(diǎn)���。
(4)大幅環(huán)保節(jié)能。與基本調(diào)質(zhì)處理技術(shù)對(duì)比���,該技術(shù)處理溫度低����、隔熱保溫時(shí)間較短����。
(5)沒(méi)污染。該技術(shù)在很多生產(chǎn)制造標(biāo)準(zhǔn)下�,經(jīng)全國(guó)各地環(huán)保局在生產(chǎn)制造當(dāng)場(chǎng)現(xiàn)場(chǎng)檢驗(yàn)����,各類環(huán)境保護(hù)指標(biāo)值均小于我國(guó)環(huán)境保護(hù)環(huán)保標(biāo)準(zhǔn)控制值��。
QPQ鹽浴復(fù)合處理技術(shù)的“復(fù)合”一詞表明它并不是一種單一的技術(shù)����。“復(fù)合”的定義反映在它是高頻淬火(氮碳共滲)和空氣氧化工藝流程的復(fù)合;在特性上��,它是高耐磨性能與調(diào)節(jié)劑蝕性的復(fù)合�;在鹽浴氮化加工工藝上,它是調(diào)質(zhì)處理技術(shù)與防腐蝕技術(shù)的復(fù)合���。
 服務(wù)熱線:
服務(wù)熱線:



 盐池县|
芦山县|
商水县|
阿拉善盟|
石屏县|
义马市|
隆化县|
正镶白旗|
兰西县|
利津县|
乃东县|
凭祥市|
上思县|
宁国市|
清丰县|
武山县|
潍坊市|
手游|
龙海市|
泸溪县|
虎林市|
杭州市|
东兴市|
房山区|
东乡县|
万山特区|
天全县|
沂源县|
安阳市|
泸定县|
瑞丽市|
中宁县|
宜兴市|
天全县|
台中市|
西城区|
盐池县|
芦山县|
商水县|
阿拉善盟|
石屏县|
义马市|
隆化县|
正镶白旗|
兰西县|
利津县|
乃东县|
凭祥市|
上思县|
宁国市|
清丰县|
武山县|
潍坊市|
手游|
龙海市|
泸溪县|
虎林市|
杭州市|
东兴市|
房山区|
东乡县|
万山特区|
天全县|
沂源县|
安阳市|
泸定县|
瑞丽市|
中宁县|
宜兴市|
天全县|
台中市|
西城区|
 氮碳氧復(fù)合處理加工
氮碳氧復(fù)合處理加工 QPQ表面處理加工
QPQ表面處理加工